The rheological behaviour of a material is the single
most important property in the commercial processing of
polymers. Fact: If the material cannot be deformed and
made to flow, you can not process it! Many material generic
types / grades have very similar flow behaviour at low
shear rate but due to structural issues such as molecular
weight / molecular weight distribution, chain branching,
polymer / filler interaction, etc, have radically different
flow characteristics at process relevant shear rates.
Traditionally many processors have relied on the Melt
Flow Indexer (MFI - or latterly known as the
Melt Flow Rate, MFR) for pre-process quality control of
incoming material batches.
Unfortunately because the MFI is a low shear, single point
test, it is woefully inadequate at providing the full
picture in relation to process-range data. Due to the
pseudoplastic behaviour of polymer melts it is important
to determine the magnitude of viscosity across as wide
a shear rate range as possible, as the material will experience
changes in flow geometries and hence shear rate during
the process. Taking a typical Polypropylene having a MFI
value of 2.4 g/10 mins (determined using a 2.16 kg applied
mass @ 230°C), assuming the density is known, an approximate
shear rate of 6.7 1/s can be calculated¥.
(It is an approximation because another failing of the
MFI is the fact that the rate is not controlled; there
is an increase in velocity as the MFI barrel empties under
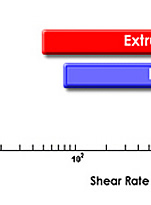
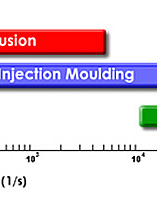
the constant applied stress (load)). As polymer processing
techniques can involve shear rates of ~10 1/s up to 100,000
1/s it can be seen that the MFI is a poor representation
of the process. The figure below gives
a visual comparison of the MFI to the main polymer processing
techniques: |
| |
To
determine the shear viscosity behaviour of polymers under
processing conditions, a capillary rheometer is
a fast, accurate means of providing flow behaviour over
a wide range of shear rates at a number of temperatures
and enables processing problems such as melt fracture,
die swell, etc, to be quantified offline before product
quality is affected. The data sets derived from testing
can also be modelled mathematically to provide the input
coefficients required by Finite element flow simulation
software packages such as Moldflow and Sigmasoft 3D -
to provide accurate mould filling simulations, accurate
materials data is absolutely critical. |
| ¥
Ref: Fleming, D.J, Melt Fracture and Elongational Viscosity
via Convergent Flow Analysis , Procedings of PolymerTesting
'96 , RAPRA (1996). |
|
|